Производство мелкоштучных строительных изделий из материала «Высокопрочный бетон»(аналог технологии «Кремнегранит», «Сверхпрочный бетон», «Кевларобетон» и пр.)
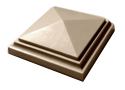
Описание технологииТехнология «Высокопрочный бетон» отличается от большинства привычных методов, применяемых при производстве вибролитьевых строительных материалов. В основе технологии лежит метод гравитационного комкования, что позволяет получать изделия, поверхность которых отличается высоким глянцем и особой плотностью (рис. 1). Продукция, изготовленная по технологии «Высокопрочный бетон», имеет значительные физико-механические характеристики, сочетающие высокие показатели прочностных свойств и высокие темпы твердения.
Воздух из бетонной смеси начинает удаляться уже во время приготовления замеса, и смесь попадает на вибростол (резонатор) в уже твердом, сбитом до высокой плотности состоянии. Применение специально-разработанного для данной технологии вибростола, который обеспечивает равномерное распределение замеса на лицевой поверхности, способствует еще более высокому уплотнению бетонной смеси. Суть данной технологии сводиться к тому, что бетонная смесь на основе портландцемента представляет собой плотно сжатые окатыши сферической формы, диаметр которых, как правило, варьируется от 2 до 6 сантиметров. Окатыш, полученный окомкованием бетонной смеси, представляет собой шар, состоящий из плотного конгломерата строительного песка и зерен гранитного отсева различной фракции, сцепленных между собой портландцементом. В центре такого сферического образования находится ядро, состоящее из одного или нескольких крупных зерен (рис. 2).
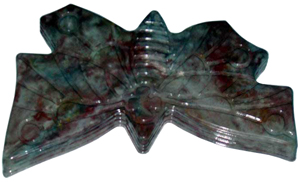
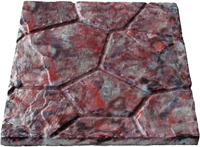
Крупные зерна минерального наполнителя и сами окатыши образуют внутреннюю жесткую решетчатую структуру, что обеспечивает повышенные показатели бетона на такие эксплуатационные нормативы, как излом и сжатие. Особенностью данной технологии является возможность получения изделий с высокими декоративными качествами при низких расходах колерующих добавок. В качестве колера используются неорганические железооксидные и фталоцианиновые пигменты для бетона. Используемый метод приготовления смеси позволяет снизить расход данных пигментов по сравнению с традиционной технологией вибролитья в 2-3 раза. При данной технологии окраски каждый шар окрашивается неповторимо и в дальнейшем под воздействием вибрации дает свою линию оттенка и рисунка на поверхности изделия. Благодаря этому, продукция «Высокопрочный бетон» имитирует натуральные камни со сложным природным рисунком.
Требования к производственным площадям и организация производственного процессаТребования к производственным площадям:
- температура внутри помещения не менее +15 С; - наличие вентиляционной вытяжки (рекомендуется); - наличие трехфазного питания (рекомендуется); - подвод холодной воды (обязательно); - подвод горячей воды (рекомендуется); - наличие навеса над открытой складской площадкой (рекомендуется). Для нормальной работы одного оборудованного рабочего места с суточной производительностью 30 м2 необходимо наличие площади внутри помещения не менее 60 м2 и открытой складской площадки не менее 50 м2. Распределение трудовых обязанностей: Заливщик приготавливает бетонную смесь и распределяет её по формообразующей оснастке. Помощник заливщика взвешивает пигмент и набирает сыпучее и цемент, раскладывает формы на вибростоле и переносит их после заливки на стеллажи для набора распалубочной прочности. Подсобный рабочий распечатывает изделия после набора распалубочной прочности, складирует, выносит и осуществляет погрузку готовой продукции. Технологический пакетТехнологический пакет включает в себя:1. техническую документацию; 2. программно-техническую продукцию; 3. обучение специалистов заказчика на производственном участке; 4. сопровождение производственного процесса; 5. фотографии и рекламная продукция, необходимая для создания собственных флаеров и каталогов; 6. подробное обсуждение возникших вопросов, рекомендации по организации производства изделий по технологии «Высокопрочный бетон»; 7. свидетельство о прохождении обучения. 1. Техническая документация1.1. Технологический регламент по производству тротуарной плитки, декоративного камня, заборов, каминов и памятников:- требования к производственным помещениям; - схема производственного помещения; - перечень оборудования; - численность персонала; - характеристика производимой продукции; - требования к качеству сырья; - составы бетонных смесей; 1.2. Технология производства тротуарной плитки и декоративного камня - технологические рекомендации по окраске бетонных изделий (базовая рецептура); - схемы и рецептуры окраски декоративного камня (конкретно по каждой коллекции); - рекомендации по хранению и эксплуатации декоративного камня и тротуарной плитки. 2. Программно-техническая продукция- расчет экономической эффективности;- стандартные формы технических условий выпускаемой продукции; - типовой договор поставки декоративного камня и тротуарной плитки; - технологические рекомендации по укладке декоративного камня и тротуарной плитки. 3. Обучение специалистов и сопровождение производстваПредприятие «Форма.ру», являясь производителем декоративного камня, тротуарной плитки, заборов, каминов проводит обучение на собственном производственном участке. Обучение проводится по всем стадиям производственного процесса. При обучении допускается фото и видеосъемка. Время обучения адаптировано под обучаемого специалиста, с учетом его способности усваивать материал.4. Сопровождение производственного процессаПоскольку полное освоение технологии производства тротуарной плитки, декоративного камня, заборов, каминов невозможно за короткий промежуток времени, предприятие «Форма.ру» проводит сопровождение производственного процесса в течение одного года с момента подписания договора передачи технологии.Сопровождение проводится: - посредством телефона, факса; - посредством Internet; - выезд специалиста (с оплатой заказчиком всех расходов, связанных с такой поездкой по отдельному договору). |
 Для того чтобы стать производителем декоративного камня, недостаточно знать сырьевой состав и пропорции бетонной смеси. Это лишь отправная точка, важно понимание протекания физического процесса и знание множества нюансов, связанных с приготовлением бетонной смеси, складированием изделий до набора распалубочной прочности, расформовкой и хранением бетонной продукции на складе. Используя свой многолетний опыт работы и практику внедрения данной технологии на производствах предприятий-партнеров, мы с уверенностью можем сказать, что именно от этих нюансов зависит эффективность производства, качество производимой продукции и прибыльность отдельно взятого предприятия. Приобретение технологического пакета дает вам возможность организовать производство не с нуля, а имея опыт и знание предприятий давно работающих в сфере строительной индустрии.
Для того чтобы стать производителем декоративного камня, недостаточно знать сырьевой состав и пропорции бетонной смеси. Это лишь отправная точка, важно понимание протекания физического процесса и знание множества нюансов, связанных с приготовлением бетонной смеси, складированием изделий до набора распалубочной прочности, расформовкой и хранением бетонной продукции на складе. Используя свой многолетний опыт работы и практику внедрения данной технологии на производствах предприятий-партнеров, мы с уверенностью можем сказать, что именно от этих нюансов зависит эффективность производства, качество производимой продукции и прибыльность отдельно взятого предприятия. Приобретение технологического пакета дает вам возможность организовать производство не с нуля, а имея опыт и знание предприятий давно работающих в сфере строительной индустрии.